Although Design Mark Industries keeps its chemicals in a vented, explosion‐proof room, the supplier of membrane switches, keypads, and touchscreens sought to further improve the safety and efficiency of transferring acetone and acetate‐based chemicals from 55‐gallon drums into quart and 5‐gallon containers. The chemicals are used in the screen printing process of printed circuitry and graphic overlays.
Production Supervisor Vincent Francisco ruled out manual pouring because of the potential of injury and lack of control in dispensing. Instead, he utilized a variety of traditional pumps including rotary,
siphon, and lever‐action, but found them all unsatisfactory.
“I was replacing the pumps once or twice a year because they kept breaking down, delivered imprecise amounts, and were not designed as completely self‐contained, sealed systems,” says Francisco. After considerable research online, Francisco decided to utilize a sealed chemical pump system from GoatThroat.
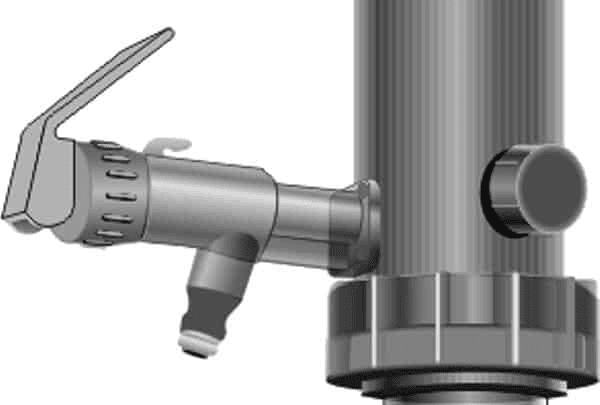
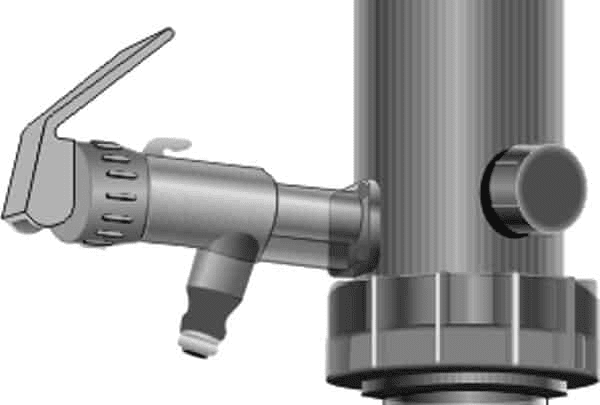
“I consider using GoatThroat pumps a ‘best practice’ technique because the barrels remain upright and the entire system is sealed so there is never an issue with exposure or VOCs when transferring chemicals,” says Francisco. According to Francisco, the sealed pump system is intuitive to use because it operates like a beer tap. “Just pump the plunger a few times, open the spigot and dispense. You have full control over how much is dispensed – even the tiniest amounts – or you can leave it open for a continuous flow. It delivers the precise amount needed.”
Francisco adds that the pumps are built for longevity. Over the past 11 years, he estimates that his company has saved thousands of dollars by eliminating the cost of replacement pumps. “I’ve only replaced one of our three pumps over that time due to constant use, and we could have used it longer,” says Francisco.